- Nedavno

YCTZE 2PCS čelični metrički navoj brzih brzina Kucni, ravne flaute Tappiranje navoja za ruke ručno navoj dodirnite metričke utikače
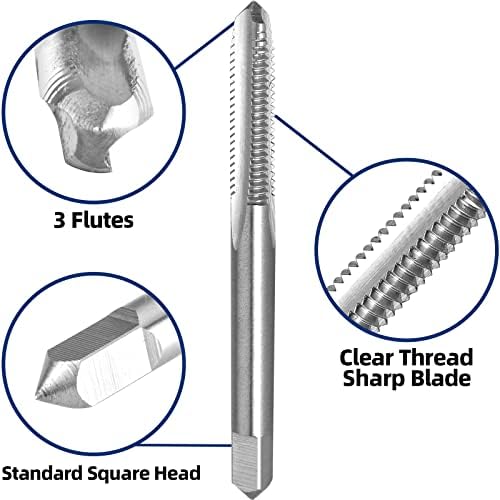
Općenito, strana radnog komada koja treba ukinuti treba biti smještena u vodoravnom ili vertikalnom položaju. Nakon svakog vijka, uskoro će se okrenuti unazad 1/2 moždanog udara; Prilikom dodirivanja dubljih niti udarnog udara je veća i potrebno je nekoliko puta zaviti naprijed-natrag, što može razbiti čipove, olakšati uklanjanje čipa, smanjiti čip, kako bi se održala incizivna ivica; Istovremeno, tekućina za rezanje može glatko ući u dio rezanja i igrati ulogu hladnog, ali podmazivanja. Efikasno i zgodno Standardni metrički dizajn, bistro i uredno, brzo uklanjanje čipova, efikasno tapkanje, izvrsno i izdržljivo, minijaturne metričke slavine uglavnom se koriste za obradu drveta i mekih metalnih rupa. Uglavnom se koristi za upotrebu ruku, većina materijala je tapšena pod stanjem, laganom i malom, uštedom vremena i uštede vremena, vrlo pogodno za stavljanje u vašu torbu za alat. Efikasno i zgodno Standardni metrički dizajn, bistro i uredno, brzo uklanjanje čipova, efikasno tapkanje, izvrsno i izdržljivo, minijaturne metričke slavine uglavnom se koriste za obradu drveta i mekih metalnih rupa. Visokokvalitetni materijali - velike brzine čelične žice imaju visoku tvrdoću i žilavost, otpornost na habanje i izdržljivost. Na taj se način, prilikom tapkanja lakše suditi i držite smjer dodirivanja okomito na sjedište navoja. Kada se slavina zakreti za 1 - 2 okreta, pridržavajte se da li je slavina okomita na površinu navoja radnog komada s prednje strane ili na strani. Savjeti Radni komad koji treba obraditi treba pravilno stegnuti.014 kroz rupu / slijepu rupu : Kroz otvor za rupu : Ravni utor Kod navoja : Standardna nit za početak, stavite slavinu, a zatim pritisnite režiju osovine od Dodirnite jednom rukom i lagano zakrenite šarku s drugim vijkom za ruke. Široko korišteno Postoje dva slatka za olakšavanje usklađenosti slavine i otvora za dodir, osiguravajući da su slavine i rupa okomit jedna na drugu i glatko dodiruju. Također ima efekt zaglađivanje na nitima (uklanjanje burza), a može se koristiti za nove niti ili otkucane oštećene ili zaglavljene niti. Pored toga, neugorene slavine imaju samo osnovni osnovni materijal bez dodatnog premaza (Napomena : Prikladni dodatak rashladne tečnosti (kao što je voda) može proširiti radni vijek tapkanja). Glavna funkcija Postoji konus na prednjem kraju slavine, a nema niti na glatkoj površini (vrlo plitko), što olakšava "poravnanje" slavine i priključenja, osiguravajući vertikalnost slavina i glatko tapkanje rupe. Na taj se način, prilikom tapkanja lakše suditi i držite smjer dodirivanja okomito na sjedište navoja. Široko korišteno Postoje dva slatka za olakšavanje usklađenosti slavine i otvora za dodir, osiguravajući da su slavine i rupa okomit jedna na drugu i glatko dodiruju.
Više detalja
- System:
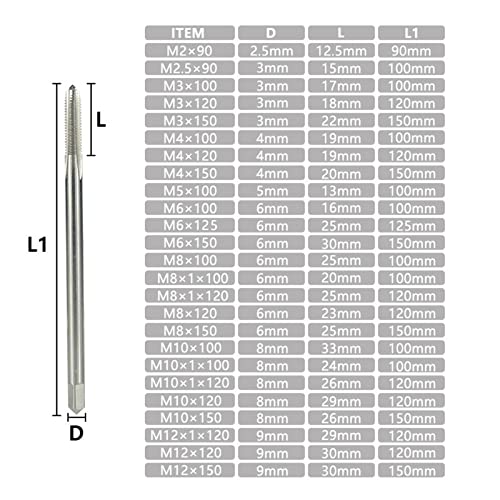
- Metric Thread Quantity
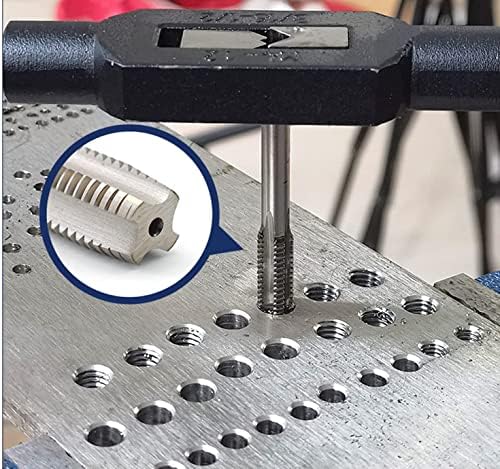
- When starting tapping, place the tap as far as possible, then press the axes direction of the tap with one hand and gently rotate the hinge with the other hand Screw. When the tap rotates for 1 - 2 turns, observe whether the tap is perpendicular to the thread base surface of the workpiece from the front or side. If necessary, use a square to correct it. Generally, the direction of the tap is basically determined after tapping 3 - 4 turns of threads. If the tapping is not correct, screw out the tap, correct it with two taps, and then tap the thread with a head tap. When all the cutting parts of the tap are inserted When entering the workpiece, it is no longer necessary to apply axial force, and it can be screwed in naturally by the thread. When tapping the thread, the screw tap shall not be screwed in too much each time the hinge screw is rotated. Generally, it is appropriate to screw in 1 / 2-1 turn each time, and the screw tap below M5 shall not be screwed in more than 1 / 2 turn at one time; when tapping fine thread or thread with high accuracy requirements, the feed rate each time shall be appropriately reduced; the speed of tapping cast iron can be appropriately faster than that of tapping steel. After each screw in, it is about to turn backward 1 / 2 of the stroke; when tapping deeper threads, the rotation stroke is larger and needs to be screwed back and forth for several times, which can break the chips, facilitate chip removal, reduce chip sticking on the cutting edge, so as to maintain a incisive edge; at the same time, the cutting fluid can smoothly enter the cutting part and play a role of cold but lubrication: